服务热线:
15840262875
联系人:高经理
电话:15840262875
地址:沈阳市苏家屯区临湖街道大盛路
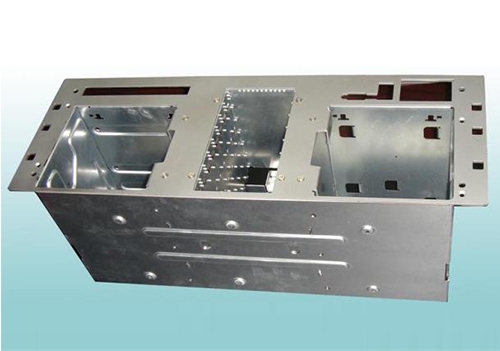
钣金加工是当下常用的金属加工方式,在零件的加工过程中,因为机械设备的加工精度、模具磨损、加工误差等多方面要素影响,生产出来的钣金件尺度不可能肯定准确,为了保证工件的可利用性,咱们必须把钣金工件的公役约束到小。
那么钣金加工中常见公役规范有哪些?应该怎么标记呢?今天小编就与您一同共享。钣金加工公役规范有哪些?钣金加工公役按什么规范?根据零件的强度和结构要求,确认规划中确认的尺度。应优先考虑规范直径或长度。
实践尺度通过丈量所得到的尺度。极限尺度答应巨细更改的两个阈值。它是以根本巨细为基础的。两个界限值的较大者称为大约束巨细;较小者称为小约束巨细。通过减去某一尺度的根本尺度而得到的代数差。
尺度误差如下:上下误差能够称为极限误差,上下误差能够是正的,也能够是负的,也能够是零的。国家规范规定,孔的上误差代号为ES,下误差代号为EI,轴的上误差代号为ES,轴的下误差代号为EI.
特种钣金类产品,咱们首要讨论自由折弯,我司从头开发了特种钣金的专用折弯模具,如图4所示。下模R角部位选用可拆换、可翻滚的LD原料滚轴结构,上模、下模R角、V口宽度及视点从头设计,此处必须考虑到特种钣金类产品回弹较大的因素。
比如上模R角可选3~6倍料厚,下模R角可选4~8倍料厚,V口宽度可选6~12倍料厚,这对于控制折弯回弹、开裂、外外表压痕都有着很好的作用。别的,折弯时有以下问题需要注意:要注意与轧制方向成直角折弯,折弯前打磨去除一切瑕疵,剪切边缘也应打磨平。
折弯力和回弹会随特种钣金强度的添加而添加,板材硬度越高,折弯力越大且回弹也越大。根据成本及修理方面考虑,上模R角、下模R角、上下模本体均能够选用可拆换结构,方便修理,又可降低成本。
选用特种钣金折弯工艺具有柔性化生产的优点,便于产品升级调整,一起能够有用合作焊接的精度需求。前期投入小,出资周期短,对设备人员的要求相对较低,有利于降低企业成本。水刀。该工艺可用于一切特种钣金产品下料,而且为方法,由于该工艺不存在热影响区,可彻底消除裂纹风险。